The number of manufacturing companies producing turned parts is growing steadily.
For the production of turned parts, factors such as appearance, functionality, batch size and
material must first be defined in planning and design.
What are the most important aspects in planning and design?
How is the right material for the production of turned parts determined?
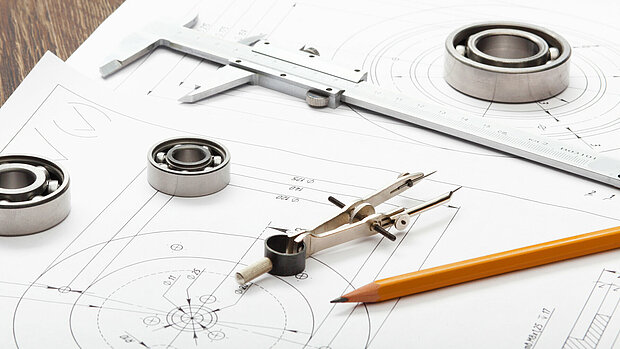
Before a turned part can be designed and subsequently manufactured,
it should first be planned in detail. Questions such as "Why and for what is the turned part needed?", "How large must the quantity to be ordered be?" or "Are internal consultations with designers or the supervisor necessary?" should be answered and clarified in advance. Especially if consultations with designers, the supervisor or internal manufacturers/experts are necessary, to answer the questions, these must be clarified in good time. Only then can a smooth process be guaranteed and the desired and individual component be ordered.
![[Translate to English:] PART FACTORY_drehteil](/fileadmin/_processed_/4/1/csm_drehteil_5b59055812.jpg "[Translate to English:] PART FACTORY_drehteil")
![[Translate to English:] PART FACTORY_Aluminium](/fileadmin/_processed_/7/1/csm_Aluminium_caf0d19872.jpg "[Translate to English:] PART FACTORY_Aluminium")
After detailed planning of the turned part, the next important thing is to know which material to choose. This requires information on the requirements of the component to be manufactured and the requirements of the materials. Both plastics and various metals are suitable for manufacturing a turned part. However, materials such as wood can also be used for the turning manufacturing process. Metallic materials include brass, aluminum and steel, but metals can generally be machined. Brass, copper and bronze are categorized as soft metals. There are various aspects to consider when choosing the right material for a component made from a variety of materials.
First of all, it is important to consider the technological, chemical and mechanical properties of the individual materials available for selection and to deal with these. Questions such as "What technological, chemical and mechanical properties does the component to be manufactured require?" and "What properties do the materials have?" can be answered well. It is also important to consider the required temperature resistance and whether the component must have a certain temperature. The right choice of material should also depend on this, as every material is resistant to different temperatures.


Capabilities such as corrosion resistance, a certain lightness or a later task as an electrical or thermal conductor are also important aspects for the right choice of material. Not to be forgotten are the costs, because even if each of the aforementioned aspects plays an important role in the right choice of material, it is still important to pay attention to cost specifications and not to use materials that are too expensive, especially when it comes to turned parts that are a prototype for the first time.
After the planning and the right choice of materials, the actual design, the creation of a production drawing, continues. This involves the specific design of structural components. By designing the turned parts, a designer also has a major influence on the costs incurred later. When thinking about the design of a turned part, various objectives can be defined in advance. For example, the use of an inexpensive or readily available material can be an objective. However, short programming and production times are also possible goals. Others include reducing sources of error in the final component or avoiding queries by producing a drawing that is easy to understand and taking all important dimensions into account and checking them.
General design guidelines can help in such cases, so that attention is paid to later costs and complex processing steps as early as the design stage. In principle, the turned part to be produced should be designed in such a way that machining is as simple as possible. First of all, attention should be paid to the surface quality, as a high surface requirement is usually more complex to machine, so if a low roughness is unavoidable for technical reasons, for example, the lengths of the surfaces should be limited and adjacent surfaces should be set off.
![[Translate to English:] PART FACTORY_Edelstahldrehteil](/fileadmin/_processed_/c/e/csm_edelstahldrehteil_15f948c757.jpg "[Translate to English:] PART FACTORY_Edelstahldrehteil")
Furthermore, large differences in diameter also cause a great deal of effort during machining, as a lot of material has to be removed from the blank, which extends the machining time and also increases tool wear. Tip: In some cases, it may make sense to produce two separate components, which are then joined together. Transitions between different diameters on turned parts should also be rounded frequently to reduce the notch effect and improve strength. If all roundings have the same radius, machining is carried out with just one round turning tool, whereas different radii require machining with different tools or universal tools. This would result in a longer machining time.
![[Translate to English:] PART FACTORY_Drehen](/fileadmin/_processed_/4/0/csm_PARTFACTORY_Drehteil-in-Maschine_2e88a38672.jpg "[Translate to English:] PART FACTORY_Drehen")
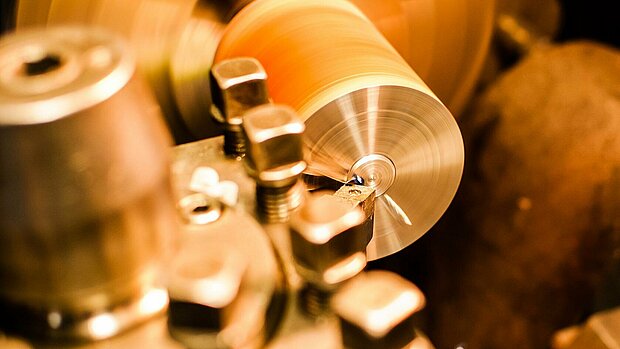
Various parameters should also be taken into account during the turning production process in order to avoid reworking due to errors/problems. Important parameters include cutting speed (m/min), feed rate (mm/rev), depth of cut and angles/radii. The choice of cutting speed depends on various factors. These include the material of the workpiece and the tool, the selected turning process, the required surface quality and finally the choice of cooling lubricant. To give an overview of the turning processes that can be selected, common turning processes include hard turning, longitudinal turning, face turning, scroll-free turning and thread turning. An increased cutting speed leads to an increased metal removal rate.
The feed rate is specified in millimetres per revolution. If the feed rate is increased, the cutting force is also increased. This can lead to vibrations, which result in inaccuracies. The depth of cut is defined by the infeed of the turning tool in round turning. In plunge turning, on the other hand, the cutting depth depends on the width of the cutting edge. The ratio of the cutting depth to the feed rate is approximately 10:1. A wide variety of components can be produced using turning. These include large and small workpieces or complex and simple geometries. This is possible because material is removed from the workpiece to create the desired shape and contour. Accuracies of up to 0.001 mm can be achieved.
After production, the most important step is to determine whether the turned part meets the previously defined requirements and the production drawing. This is the quality control that should be carried out immediately after the turned part arrives at the company in order to rule out any defects. The first important inspection step is to check the packaging. The question that should be asked is as follows: Is the packaging of the component flawless or has there possibly been damage in transit? After unpacking the components, the appearance of the component is checked and whether the component meets the "cleanliness" and "deburring" requirements. A rough external check must also be carried out to ensure that all existing holes and threads and the associated correct locations are checked. Finally, the material, surface quality and dimensions are checked. Particular care should also be taken at these points to prevent defects from going unnoticed due to carelessness.

The dimensions should all be checked against the production drawing and tolerances. This can be done using a caliper gauge, for example, which simplifies the check. However, there may also be gauges to check certain dimensions. Further quality checks can lead to the destruction of individual components in the case of more complex turned parts. For example, it is more difficult to check whether the hardening of a turned part has been carried out correctly, as the component may have to be destroyed at this point. However, it must also be said that quality controls are planned and carried out differently depending on the individual component and the company's requirements.
Before a component can be manufactured, it must first be planned and designed in order to save costs and avoid errors during production.
For example, the intended use should be taken into account and design rules (material, wall thicknesses, tools) should be used. The choice of material for the component to be manufactured also plays an important role in the planning and production process. In order to save costs in production and avoid possible sources of error, drawings should be checked (completeness, feasibility), for example. If you have your desired turned part manufactured with the help of PART FACTORY, your only task is to carefully design it and select the right material. You can submit your inquiries quickly and easily in the PART FACTORY customer portal. For each inquiry, our certified producers will create an individual quotation that you can order. While PART FACTORY takes care of the procurement of your turned part, you can concentrate on your core business.







Test our service!
Convince yourself of our uncomplicated service and make a production enquiry. You will be surprised how little effort is required.
You can look forward to a high-quality prototype or a corresponding small series on the desired delivery date, which fully corresponds to your production drawing. Give it a try - it's worth it!
![[Translate to English:] PART FACTORY - Kontaktaufnahme](/fileadmin/_processed_/2/4/csm_woman-2773007__340_590260e0fe.jpg "[Translate to English:] PART FACTORY - Kontaktaufnahme")

